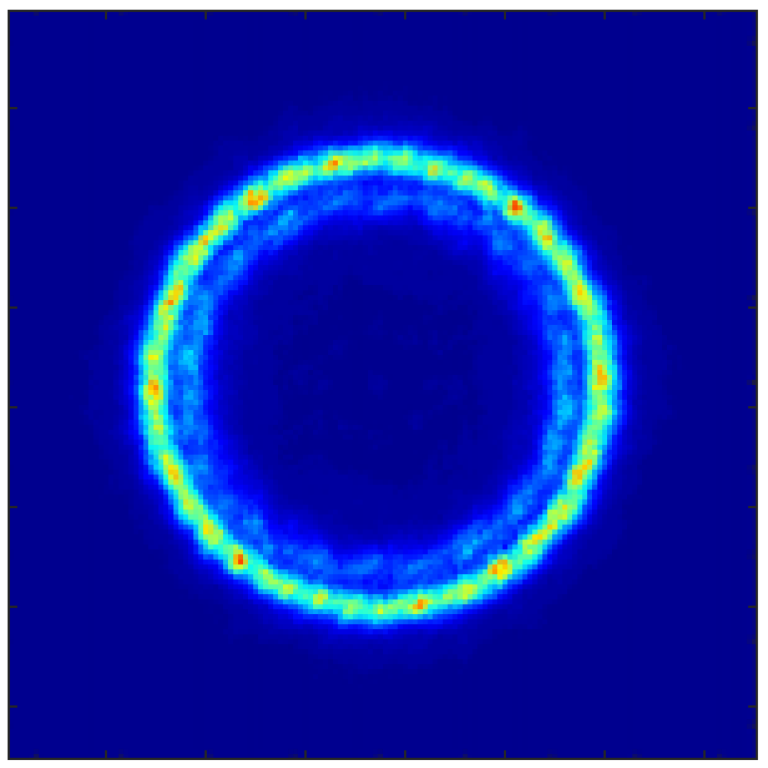
Flexishaper Ring-to-Spot Optical Module
Optical module for high-speed welding with full range power distribution control
DeepCleave Module
Optical module for Thick Glass Cutting
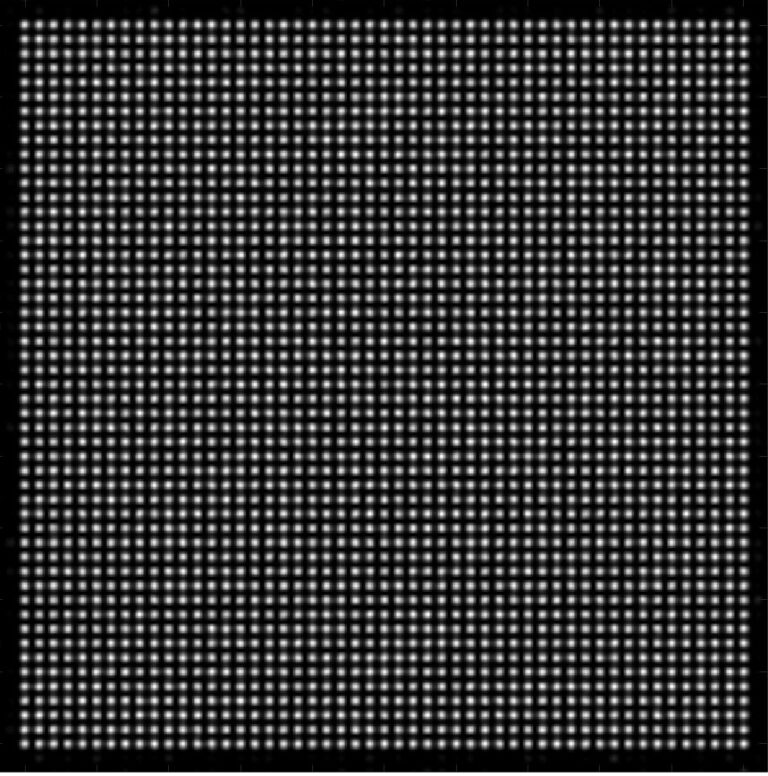
DLITe Beam Splitter
Unique dense beam splitter for Laser Surface Texturing with single DOE
Broadband Diffusers (BD)
High Efficiency Polychromatic Diffusers
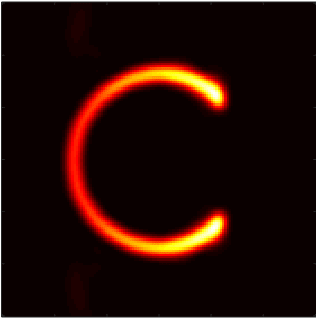
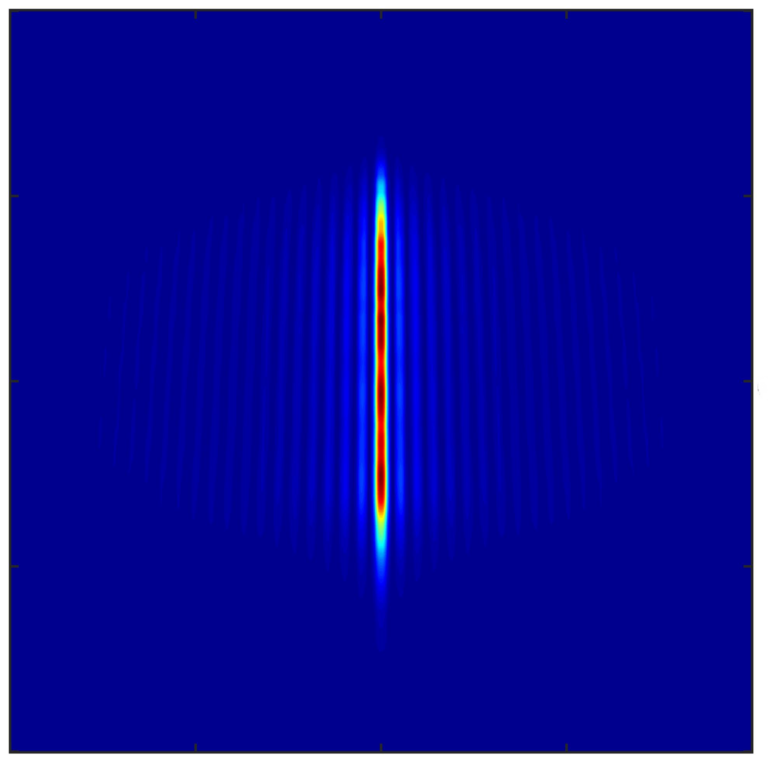
C Shaper
Custom C Shape beam shaper for
welding process improvement
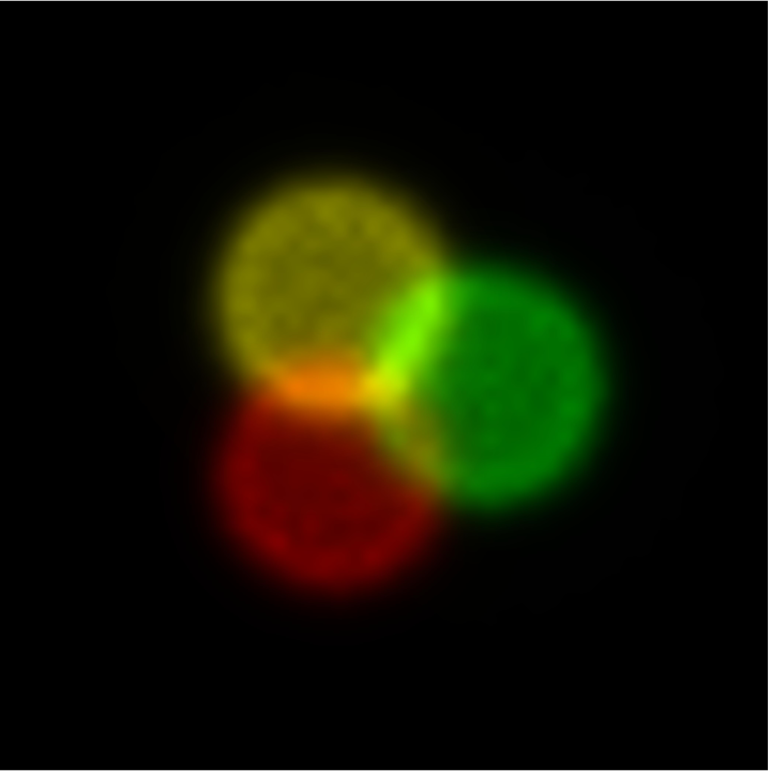
Scanning HEDS
Split a laser beam into Double Spot 1×2 or Quattro Spot 2×2 spots
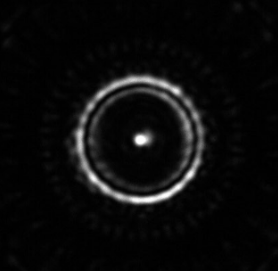
RADA
Random Array of Diffractive Axicons




Why do many laser applications require smooth shape laser beams?
Laser processes are often used in precise production and require uniform smooth intensity profiles. In this article we review the methods for generating smooth shape laser beams and the advantage in doing so with diffractive diffusers .
Structured light laser beam shaping using diffractive optics
Introduction: What is structured light? Structured light is a pre-determined intensity pattern that is projected at a certain Field Of View (FOV) to enable 3D
Custom diffraction gratings- design and applications
Introduction: Custom Diffraction gratings – theory Diffraction gratings are some of the most well-known diffractive optical elements and are used in countless laser applications. A
